- 南京泰元精密机械有限公司
- 13813352966


产品描述
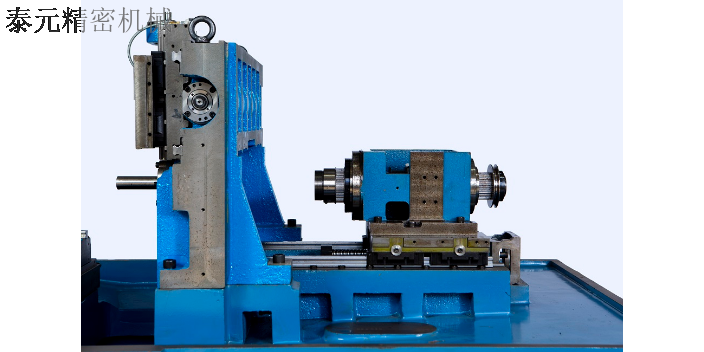
电机动力就不再驱动旋转刀具旋转,此状态下正是离合器活动转齿通过其圆周齿轮与刀塔转位齿轮(即***齿轮)进行啮合的状态,达到电机旋转带动刀塔转位的目的。概括地说,通过控制离合器活动转齿的两个位置(即啮合与脱离状态),达到电机动力输出给刀塔转位或输出给旋转刀具旋转的目的。旋转刀具旋转的实现如下:首先离合器活动转齿与离合器固定转齿的啮合,使刀塔处于刀具旋转状态,控制单元通过外置的编码器5反馈信息进行控制电机的转速、启停和正反转动,来实现刀具任意速度的正转、反转及停止;另外,该动力刀塔采用的动力刀柄为尾部扁尾结构,因此,在旋转刀具停止时需要停止在固定的角度位置上,才能保证下一把旋转刀具顺利地插入槽中,刀具的固定角度停止功能靠编码器的角度反馈来实现。车铣复合机床**——动力刀塔结构设计以下是付费内容图中:1、箱体2、电机定子3、电机转子4、中空花键轴5、编码器6、离合器活动转齿7、离合器固定转齿8,徐汇区数控车车铣复合方式、***传动轴9、*三传动轴10、***齿轮11,徐汇区数控车车铣复合方式、*三齿轮12、*二齿轮13、刀盘14、刀座15,徐汇区数控车车铣复合方式、车刀16、*二螺旋伞齿轮17、*二传动轴18、旋转刀具19、***螺旋伞齿轮箱体1,箱体1内安装有电机,电机包括电机定子2和电机转子3。车铣复合精密加工厂家。徐汇区数控车车铣复合方式
VDI系统一字型:意大利Duplomatic轴向入刀式刀塔**驱动齿DIN1809;零点定位齿型(渐开线栓槽型):德国SAUTER刀塔改良型**驱动齿DIN5480/5482;梅花型:意大利BARUFFALDI刀塔**驱动齿SPURMTTOEM;T字齿:美国HASS刀塔**驱动齿;斜伞齿轮:德国特劳伯TRAUB刀塔**驱动齿。BMT系统一字型:韩国斗山DOOSAN(PUMA系列)刀塔**1809;零点定位齿型:5480;特殊一字型:日本森精机MORISEIKI(NL系列)刀塔**;动力刀座的分类轴向型(0°型)轴向弹性攻牙型轴向偏心型径向型(90°型)径向弹性攻牙型径向内缩型万向型45°型径向滚齿型动力刀座制造商国内目前只有中国台湾能制造动力刀座的,其中规格较全的为中国台湾HOLDWELL豪力辉国外各大生产车铣复合机的厂商均有配套刀座销售,但一般只针对该公司的刀塔配套,而不会制造其他型号的刀座。动力刀座(中心出水型)的使用说明书1、不要再没有开启冷却液的情况下使用,内部油封可能快速磨损;2、为避免动力刀座内部机件过度磨损或油封损坏,冷却液需要有适当的过滤装置;3、不可**过刀座额定比较大转速;4、不可**过刀座比较大容许水压;5、使用刀具为有中心出水刀具;6、需搭配止水筒夹及止水螺帽使用。盐城外协加工车铣复合售价车铣复合设备的优势。
既可使机床寿数进步,又可节约光滑油本钱。精细加工数控机床保护:1.守时更换存储器用电池2.守时打扫数控柜的散热通风体系3.严格遵守操作规程和日常保护制度4.备用电路板的保护机械部件的保护5.常常监督数控体系的电网电压:电网电压范围在额定值的85%~110%。6.数控体系长时间不用时的保护:常常给数控体系通电或使数控机床运行温机程序。7.精细加工数控机床避免尘埃进入数控设备内:漂浮的尘埃和金属粉末容易引起元器件间绝缘电阻下降,然后呈现毛病乃至损坏元器件,导读:自动车床行业的需求变化往往伴随着国家的工业发展。从2002年开始,中国就成为**自动车床大消费国。我国现有使用的重型、**重型自动车床,有60%将面临技术或功能淘汰,在十二五期间约有5万余台进入再制造市场,有待进行***的技术改造。自动车床行业的需求变化往往伴随着国家的工业发展。从2002年开始,中国就成为**自动车床大消费国。我国自动车床产业结构随着自动化产业的发展不断的进行调整,技术进步的同时也加速实现了可持续发展新型工业化道路转变。随着自动车床产品生产精密度和效率的提升,2013年我国数控自动车床市场前景也有新的变化。中国是世界自动车床消费市场。
将车削主轴60安装在车削主轴基座110上的部件具有设置为相对于水平面具有角度α的倾斜面的安装面S1、对车削主轴60进行定位的基准销160以及使车削主轴60在安装面S1上移动的移动调整部件。移动调整部件作为车削主轴基座110的移动调整部件具有车削主轴基座推拉块140及车削主轴基座推拉螺栓142,作为车削主轴60的移动调整部件具有车削主轴推拉块180及车削主轴推拉螺栓182。而且,上述角度α约为5度。图5是复合加工中心的外观的立体图,图6是去除罩等后的复合加工中心的机械结构图。复合加工中心1具有安装在车身10上的刀具主轴部件20。刀具主轴部件20由相对于车身10沿Z轴方向移动的柱座22、在柱座22上沿Y轴方向移动的柱23和在柱23上沿X轴方向移动的刀具主轴24构成。在车身10上装备有尾座30,尾座30沿Z轴方向移动。固定在车身10上的车削主轴部件50具有固定在车削主轴基座52上的车削主轴60。车削主轴60利用卡盘62把持工件,利用刀具主轴24实施加工。复合加工中心1的车削主轴部件50需要在组装后调整车削主轴60的车削主轴中心C1与相对于柱座22的Z轴运动的铅直面内的平行度以及车削主轴中心C1与相对于柱座22的Z轴运动的水平面内的平行度。VDI和BMT刀座哪个好。
图7表示以往的车削主轴部件50中的车削主轴60的车削主轴中心车削主轴中心C1的调整部件,(a)是分解图,(b)是组装图。[0006]在以往的车削主轴部件50中,是一种在车削主轴基座52的安装座54与车削主轴60的安装部64之间夹着平板状的垫片74进行箭头A(铅直)方向的调整的结构。另外,是一种以车削主轴60的定位用的基准销70为中心利用推拉螺栓73使车削主轴60沿箭头B方向旋转来进行水平方向的调整、并利用安装螺栓80固定的结构。在该结构中,为了调整箭头A方向的位置,需要精密地加工垫片74的厚度尺寸。垫片74的加工使用平面研磨机,但是在客户进行车削主轴60的调整的情况下,需要配备平面研磨机。车削主轴基座110具有固定在车削主轴基座110上的车削主轴推拉块180,装备有车削主轴推拉螺栓182。车削主轴60利用安装部164载置在安装座112上,车削主轴60利用车削主轴基准销160定位在车削主轴基座110上并被车削主轴安装螺栓170固定。斗山车铣复合稳定性怎么样。连云港车铣复合
车铣复合编程培训机构。徐汇区数控车车铣复合方式
由于活动齿盘18与刀盘16固定在一起,所以刀盘16将发生旋转完成换刀操作。工作时,滑动齿盘20与活动齿盘18以及固定齿盘19之间啮合在一起,活动齿盘18不能转动,这时*二环形液压缸21中充满液压油,***环形液压缸2与缓冲缸4中没有液压油;当需要换刀时,撤销*三流道23中的液压油的压力,使得*二环形液压缸21中的液压油的压强减小,之后向***流道6中通入液压油,这时,***流道6中的液压油一部分将通过***道6进入***环形液压缸2中,微机械公社圈另一部分将分别通过缓冲孔与增压孔10进入*二流道7中,之后*二流道7中的液压油将进入缓冲缸4中,***流道6中的液压油通过增压孔10向*二流道7中通入时,钢珠12将被高压的液压油从增压孔10的开口中推出,使得液压油可以快速通入*二流道7中,这样将使得***环形活塞3快速向刀盘16端运,由于***环形活塞3与滑动齿盘20固定,所以滑动齿盘20将快速与活动齿盘18以及固定齿盘19间分开,当滑动齿盘20与活动齿盘18分开啮合时,***环形活塞3将运动至远离缓冲缸4端,之后就可以通过驱动电机24带动驱动齿轮25旋转,使得驱动齿轮25带动滑动齿盘20旋转,进而使得刀盘16发生旋转进行换刀,换刀完成后,需要使得滑动齿盘20向活动齿盘18端运动。徐汇区数控车车铣复合方式
南京泰元精密机械有限公司是一家自动化设备生产、设计、安装、调试及相关零部件销售;自动化应用软件开发;机械设备生产、销售。 的公司,致力于发展为创新务实、诚实可信的企业。南京泰元深耕行业多年,始终以客户的需求为向导,为客户提供高品质的走心机,双主轴车削中心,桁架机械手,斜床身车床。南京泰元不断开拓创新,追求出色,以技术为先导,以产品为平台,以应用为重点,以服务为保证,不断为客户创造更高价值,提供更优服务。南京泰元始终关注机械及行业设备市场,以敏锐的市场洞察力,实现与客户的成长共赢。